GC³ Technical Manual: Deposition
Introduction
Water is one of the Earth's most unusual features.
It is continuallydissolving or depositing solids. The phrase "depositing solids" encompasses
the scope of this chapter. These deposited solids are classified as scale
or foulants. This chapter identifies the important types of scale and
foulants, examines how the solids are deposited (mechanisms influencing
deposition) and recommends treatment of these scaling/fouling waters.
Having read this chapter, you should know:
1. The difference between scaling and fouling
2. Mechanisms and factors involved in scaling and fouling
3. Types of scales and foulants commonly found in cooling water applications
4. How to predict the scaling tendency of a water sample
5. Methods used to control scale
6. Basic scale inhibitor and dispersant chemistries

Scale Deposition Overview
The causes of scale and other fouling deposits are many, varied and
extremely complex. Investigators have studied scale and deposit mechanisms
in an effort to understand them, quantify them, and develop remedial or
preventative treatments. Deposits in cooling waters are generally classified
either as scale or as foulants, even though these deposits commonly occur
together. Scale is a hard, adherent mineral deposit that usually
precipitates from solution and grows in place. It is a crystalline
form of deposit. Foulants, on the other hand, are usually high in organics.
More often than not, they are formed from suspended solids at a point in the
system other than where they deposit. Foulants tend to be amorphous or
noncrystalline.
Cooling waters contain a large number of these potential scale- and
deposit-causing constituents. These include soluble ions (such as calcium,
magnesium, soluble silica,zinc and iron salts) that precipitate as insoluble
deposits when they encounter changes in water temperature, pH, concentration
or incompatible additives. Examples of deposits are calcium carbonate,
calcium phosphate, silica, iron hydroxides, sulfides, calcium sulfate,
magnesium salts, zinc phosphate and zinc hydroxide.
Fouling deposits can occur from natural or artificial causes. Although
these deposits are generally less adherent than mineral scale, they cause
similar problems. Examples of some of the more common natural foulants are
sand, mud, silt, clay, natural organics, dust and debris. Corrosion
by-products, process contaminants, pretreatment carryover and incompatible
chemical treatments are a few examples of artificially induced foulants.
Microbiological growth such as algae and bacteria are some of the most
common organic foulants in cooling water systems.
Scale Deposition - Mechanisms and Influencing Factors
Scale deposition, unlike other types of deposition, is a complex
crystallization process. The time it takes for an initial scale layer to
form and its subsequent rate of growth are determined by the interaction of
several rate processes (e.g., supersaturation, nucleation, diffusion,
chemical reaction and molecular arrangement of the scale crystal lattices).
Most, though not all, mineral scale-forming constituents are inversely
soluble (i.e., their solubility decreases as water temperature increases).
Therefore, when these supersaturated solutions contact heat transfer
surfaces, they precipitate solids due to their lower equilibrium solubility.
Compounds carried by water as soluble constituents may precipitate and
form scale as a result of pressure drop, temperature change, flow velocity
alterations, pH or alkalinity change or other water conditions.
Studies have shown that crystallization from solution of a material is
influenced by the following factors:
Supersaturation
A saturated solution is one that is in equilibrium
with its solute. Supersaturated solutions are solutions that contain higher
concentrations of dissolved solute than their equilibrium concentration.
When the concentrations of the scaling ions exceed their solubility product,
scaling begins. Solutions can become supersaturated by a change in
temperature. a change in pH, addition of solid seeding material, evaporation
or pressure change. Thus, if (Ca") x (CO,-') is greater than the Ks p for
CACO-, at a given temperature, calcium carbonate will precipitate
CONTROLLING PARAMETERS
Time
Temperature
pH
Pressure
Velocity
Particle Size
Other Environmental Factors
Nucleation
Nucleation, the initial formation of a precipitate can
occur for many reasons. Corrosion products, oxide films, surface
imperfection, slime masses and bacterial growths can form as nucleation
sites. The nucleation occurs rapidly at high degrees of supersaturation.
These nuclei serve as the starting point for additional crystal growth
leading to scale formation.
Contact Time
For scale to form after a solution has become
supersaturated and nucleation has occurred, there must be sufficient
contact time between the solution and the nucleating sites on the surface.
Generally, the longer the contact time, the more likely the scale formation
becomes.
Adherence
Corroding surfaces are more likely to promote scale
deposition than noncorroding surfaces. Studies using polished surfaces
indicate that microscopic roughness, whether natural or produced by
corrosion; makes subsequent scale deposits more adherent.
Crystal Growth
Although the solubility limit must be exceeded for
scale to form, the rate of scale formation is controlled by the presence
or absence of scale inhibitors and other factors. The rate of crystal growth
and the rate of inhibition of crystal growth can be studied by monitoring
the amount of inhibitor required to keep the calcium level constant during
periods when solubility limits are exceeded (i.e., during scale formation),
CONTROLLING PARAMETERS
Flow Velocity
Surface Temperatures
Bulk Temperatures
Water Composition
Molecular & Atomic Ordering
Diffusion
Other Factors
Exposure to Localized High Temperature
Because the solubility of most calcium and magnesium salts decreases with an increase in
temperature, these salts tend to form scale on heat transfer surfaces where
the metal skin temperature is greater than the bulk water temperature.
Changes in pH or Alkalinity
Changes in the pH or alkalinity of
the cooling water may also have a major effect on the solubility of scaling
ions. An increase in alkalinity decreases the solubility of calcium
carbonate and also affects the solubility of calcium and iron phosphates.
An increase in pH also decreases the solubility of most calcium salts, with
the exception of calcium sulfate.
Addition of Sulfuric Acid for pH Control
Using sulfuric acid for pH control can cause high sulfate levels and increases the probability
of calcium sulfate scaling. Hydrochloric acid should be used if calcium
sulfate is a potential problem.
Addition of Corrosion Inhibitors and/or Scale Inhibitors
High concentrations of some corrosion inhibitors and scale inhibitors may
cause deposits. Polyphosphate inhibitors, for example, may hydrolyze and
revert to orthophosphate, leading to deposition of calcium or iron phosphate.
The overfeed of some phosphonates may lead to the formation of calcium
phosphate, because phosphonates can revert to orthophosphate.
Uncommon Ion Effect
The solubility of most slightly soluble salts
can be increased by the addition of sodium chloride and nitrate ions.
This increase in solubility is known as the uncommon ion effect.
Common Types of Scale
The following is a discussion of the common types of scale. Although they
will be dealt with individually, deposits that form in cooling water systems
are rarely homogenous. Invariably, deposits consist of a mixture of
water-formed scale deposits that can act as a cement to incorporate silt
and other foulants into the overall deposit
Calcium Carbonate (CaCO3) Scale
Calcium carbonate forms a dense, extremely adherent deposit. It is by far
the most common scale problem in cooling systems. Most natural waters
contain bicarbonate alkalinity and are at a pH<8.2. At a pH>8,2, free
carbon dioxide ceases to exist. While calcium bicarbonate is soluble in
most natural waters, calcium bicarbonate will be converted to calcium
carbonate if the pH and/or the water temperature is raised. On heating, the
following reaction occurs:

The tendency to form calcium carbonate can be predicted qualitatively by
the Langelier Index, the Ryznar Index, or the Stiff and Davis Index, all
discussed below.
Calcium Sulfate (CaSO4) Scale
The most common form of calcium sulfate is gypsum (CaSO4 -2H20), which is
approximately 50 times more soluble than calcium carbonate at 100 F
(37.78 C). Above 100 F, the solubility of calcium sulfate decreases as the
water temperature increases.
Calcium sulfate should not present a scale problem in a cooling system using
proper blowdown procedures. The higher solubility of calcium sulfate is the
basis for scale control by pH adjustment with sulfuric acid.
Without exceeding the solubility limits of CACO,, sulfuric acid feed allows
the cooling tower to operate at higher cycles of concentration. This method
of scale control can lead to calcium sulfate deposition if excessive amounts
of sulfuric acid are used for pH control, or if the makeup water is high in
sulfates. The solubility product for calcium sulfate is 1.95 x 10-4.
To prevent calcium sulfate scale, the sum of the calcium concentration
(as CaCO3,) and the sulfate concentration (as CaCO3,) must be less than
1,500 and their product should be kept below 500,000. With chemical
treatment by a phosphonate, the sum of calcium (as CaCO3) and the sulfate
(as CaCO3) can be as high as 2,500, and their product should be less than
1,500,000.
Calcium Phosphate Scale
If polyphosphate is being used alone, or in combination with zinc or
zinc/chromate for corrosion protection, the polyphosphate ions may hydrolyze
and revert to orthophosphate ions. Orthophosphate levels can also be
contributed to by reversion of phosphonates or naturally from the makeup
water.
However, phosphate scales can occur if conditions are favorable for
tricalcium phosphate (Ca3(PO4)2) since the solubility product for calcium
phosphate is very small. Temperature, pH, calcium and orthophosphate
concentrations affect the formation of calcium phosphate. Calcium
orthophosphate scale is more insulating than calcium carbonate, and thus
causes rapid heat transfer loss.
Silica Scale
The solubility of silica in water is high, so pure silica scale (SiO2)
is rare in cooling systems. The maximum amount that can be maintained in
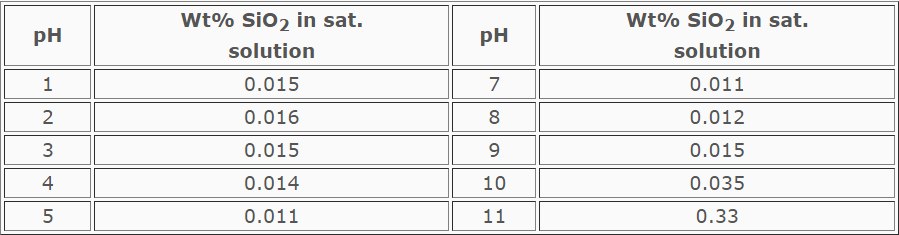
solution in cooling systems is approximately 200 ppm. The higher the pH,
the more silica will stay in solution (see Table below). Silica may
coprecipitate with iron, manganese, aluminum and magnesium hydroxides.
TABLE
Solubility of SiO2 at Various pH Levels
Magnesium Silicate Scale
Soluble silica reacts readily with cations to form various complex silicates.
If magnesium is present in high enough concentrations. magnesium silicate
scaling will occur at pH of 8.5. Deposition of magnesium silicate can be
prevented by keeping
1. (Mg ppm as CaCO3) x (SiO2 ppm) <35,000 ppm @ pH<7.5
2. (Mg ppm as CaCO3) + (SiO2 ppm) <17,000 ppm @ pH>7.5
or more generally by keeping silica levels <200 ppm in the recirculating
water. Magnesium silicates form by a two-step process: First, magnesium
hydroxide precipitates, then reacts with dissolved and colloidal silica to
form scale. Magnesium silicate scale occurs when the pH level is higher
than 7.8. Magnesium silicate does not occur if the pH of the circulating
water is lower than the pH of saturation of magnesium hydroxide. This pH
of saturation can be determined using the Table below, which is also helpful
in predicting the deposition of magnesium silicate.
TABLE
Prediction of Magnesium Silicate Scale Deposition
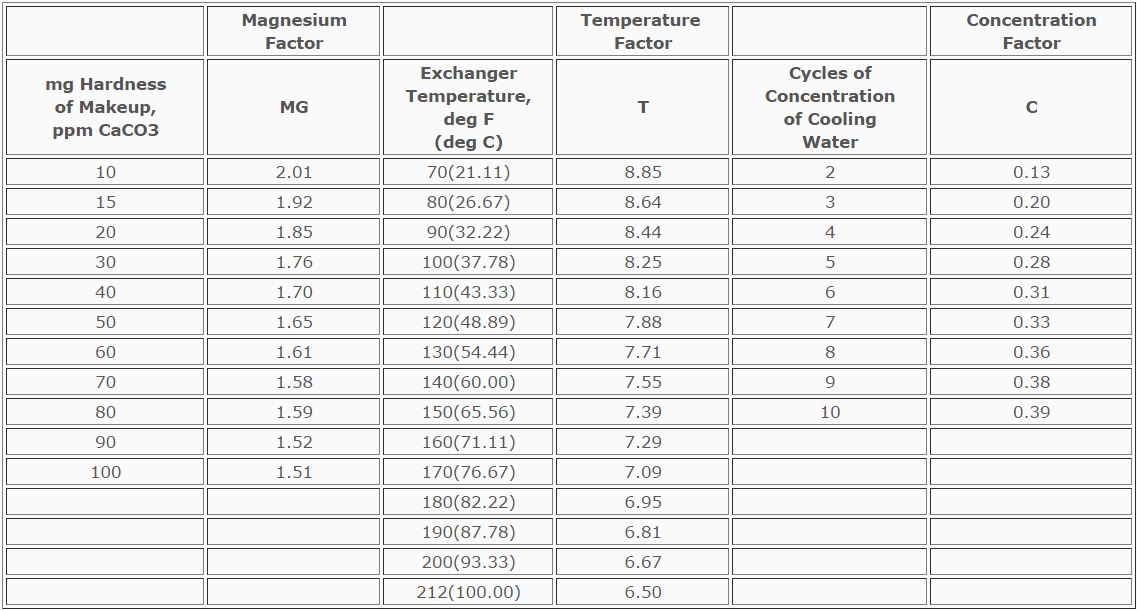
pHs = MG + T - C
Example: MgH of makeup = 20 ppm, Cycles of concentration = 10 and pH of
circulating water = 8.7
Calculation of pHs at temperatures of 130, 150, 170, and 190 deg F:

This water would deposit magnesium silicate in coolers whose temperature
exceeds 170 deg F.
Iron-Based Scales
Iron exists in two states, Fe+2 and Fe+3. The chemistry of iron compounds
is considerably more complex than alkaline earth carbonate and sulfate
scale-forming materials. When these two oxidation states (Fe+2 and Fe+3)
of iron join with the same anion, the result is usually the formation of
compounds with significant differences in solubilities. Iron deposits
typically are in the form of Fe2O3, FeO, FeS, iron silicate, etc. Often
manganese is also detected in these deposits.
Iron fouling occurs as a result of corrosion processes throughout the system.
Thus, it is very important to implement a good corrosion control program.
Iron fouling sometimes occurs in cooling waters as a result of carryover
from clarifiers, where iron salts may be used as coagulants or where raw
water (such as well water) may be high in iron. Iron levels of 2 ppm or
greater in the recirculating water can be controlled through the use of
iron dispersants or deposit control agents. Use of an iron dispersant is
strongly recommended to avoid major equipment failure problems. In cooling
waters, Fe2O3 (hematite) and FeO are the most common iron deposits.
Magnetite (Fe3O4) is rarely found in cooling systems. Magnetite needs high
temperatures and/or anaerobic conditions. Most magnetite found in cooling
systems arrives via airborne or waterborne solids. If iron levels exceed
4-5 mg/l, mechanical or other means to remove iron should be strongly
considered, such as oxidation, aeration, coagulation, etc.
Zinc Phosphate and Zinc Hydroxide
Zinc hydroxide scale is normally found when pH exceeds 7.6 or when over-feed
of a zinc product occurs. Zinc hydroxide is a grayish-white precipitate.
With increasing pH, precipitate amounts increase. As pH is lowered below
7.0, zinc hydroxide will resolubilize. Above 140 deg F (60 deg C) it has
an inverse temperature solubility.. The most common methods to prevent
scale in cooling water systems are:
using scale inhibitors.
adjusting pH.
softening makeup water.
Estimating the Scale-Forming Tendency of Water
Scale forming and/or corrosive tendencies of water can be predicted
qualitatively by using the Langelier Index, Ryznar Solubility Index, or
the Stiff and Davis Index.
The Langelier Index:
For any given temperature and water composition,
one can calculate the tendency of the water to form calcium carbonate scale
by using the Langelier Index.
LSI = pH - pHs
where
pHs = pCa + palk + C
where
pHs = saturated pH
pCa = calcium hardness factor (expressed as ppm CACO3,)
palk = M alkalinity factor (expressed as ppm CACO3,)
C = total solids (expressed as ppm at the temperature of the water)
The Langelier Saturation Index (LSI) is defined as the difference between
the actual pH and the calculated saturated pH (pHs),
LSI = pH (actual) - pH (calculated)
LSI = pH - pHs
When the actual pH is equal to the saturated pH, the Langelier Saturation
Index is zero (LSI = 0 when pH = pHs). A saturation equilibrium exists.
There is no scale formation and corrosive attack is minimized.
When the actual pH is greater than the saturated pH, the Langelier
Saturation Index is positive (LSI when pH>pHs). Supersaturation of CACO3,
exists with respect to alkalinity and total solids at that temperature.
There is a tendency to form scale on heat transfer surfaces-
When the actual pH is less than the saturated pH, the Langelier Saturation
Index is negative (LSI = - when pH<pHs.). Any scale previously formed will
be dissolved. Corrosion of unprotected or bare metal will occur.
The Langelier Index does not tell whether scale will actually form, nor
how rapidly it will form.
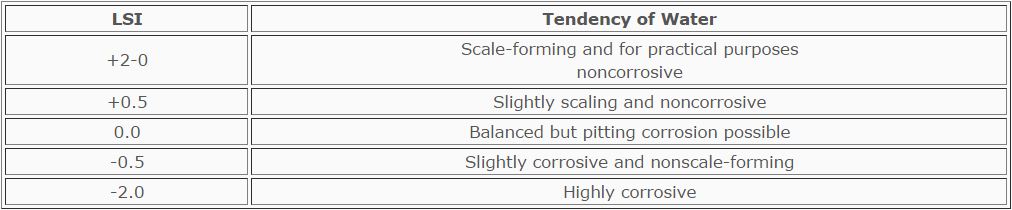
The prediction of water characteristics by LSI appears in the Table below:
TABLE
Prediction of Water Characteristics by the Langelier Index
Ryznar Stability Index (RSI)
It is possible for a low-hardness water and a high-hardness water to have the same LSI value.
Using operational data and experience with scale and corrosion in a large
number of systems, Ryznar refined the Langelier Index to allow for a
distinction between two waters having the same Langelier Index. The
Ryznar equation is:
Ryznar Stability Index (RSI) = 2pHs - pH
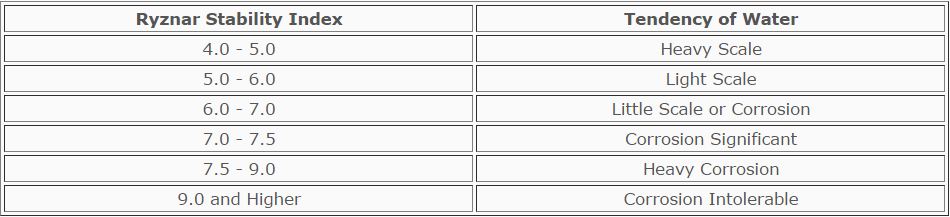
The predictive nature of the Ryznar Index is shown in the Table below:
TABLE
Prediction of Water Characteristics by the Ryznar Index