GC³ Technical Manual: Demineralization
Introduction and Purpose of Demineralization
In many process boiler systems, zeolite softening of water is not sufficient to meet feed water quality standards. In these cases (typically high pressure boilers >1000 psig), the water is demineralized. This process removes most of the mineral content of the raw water.
Demineralizers depend upon both cationic and anionic exchange processes. They can be arranged in many different combinations, based upon incoming water contaminants and desired final water quality. By the end of this chapter you should have a basic understanding of what demineralization does, how these systems work, and the basic steps necessary to troubleshoot a system.

Theory of Operation
Demineralization on a commercial scale became possible after resin manufacturers developed methods of mass producing a new form of ion exchange resin. When regenerated with caustic (NaOH), this resin removed silica and carbon dioxide from the effluent of a zeolite resin operated in the hydrogen cycle. A standard cation resin of the type commonly found in zeolite softeners, which is regenerated with sulfuric acid as opposed to salt (hence: hydrogen cycle cation), is called a strong acid cation resin. An anion resin with a strong affinity for silica and carbon dioxide is described as a strong base anion resin. An offshoot of the strong base anion resin development was the production of a chemically different resin with a strong affinity for strong-acid anions: sulfate (SO4), chloride (CI), nitrate (NO3), phosphate (PO4), etc. This was called a weak base resin. The weak base resin does not remove silica or carbon dioxide, as does the strong base resin. Therefore, it cannot be used alone to produce the water purity demanded by high-pressure steam plant operations. Less caustic is required to regenerate the weak base resin and it is often coupled with a strong base resin in the same vessel to produce the most economical anion unit operation. The weak base resin is always loaded into the vessel last when the unit is readied for downflow service.
Putting the weak base resin on top of the anion resin bed uses its higher capacity for strong acid removal to insure that the strong base resin can concentrate on removing the weak acids associated with the carbon dioxide and silica (carbon and silicic acids).
The cation and anion vessels of a demineralizer train are piped in series so that the effluent of the cation unit enters the top of the anion unit and the discharge from the anion unit goes to the treated water header or into a polishing unit.
A discussion of what takes place as the raw water is processed through the various units in a demineralizer may help to explain the resins and their function.
Strong Acid Cation
As mentioned previously, the strong acid cation unit contains a zeolite resin that is regenerated with sulfuric acid (HCI can also be used, but it is more expensive than H2SO4). As the untreated water passes through the strong acid cation unit, the hydrogen ions that occupy the exchange sites in the resin are replaced by Ca, Mg, Fe, etc., ions. The companion ions of the cations removed-CO3, SO4, Cl, N03, PO4, etc.-pass through the resin and link up with the rejected hydrogen to form the strong acids H2CO3, H2SO4, HCI, HNO3, H3PO4, etc. Obviously, the effluent from a strong acid cation unit is very acidic-, it often has a 2.0-3.0 pH. For this reason, the cation vessel and the interconnecting piping and valves are lined with rubber.
The order of ionic preference for a strong acid resin is:
1. Hydrogen
2. Calcium
3. Magnesium
4. Potassium
5. Sodium
As one might expect, sodium, the least preferred cation, is also the most weakly bound. As a strong acid cation unit approaches the limit of its capacity, the ions shown in the list above begin to leak through in reverse order, i.e., sodium will leak first, followed in order by potassium, magnesium and calcium. In fact, a strong acid cation resin's affinity for sodium is so low that some sodium will always leak through, even when the resin is freshly regenerated.
In actual operation, if a cation unit is to be run to near its "break" point for economic reasons, a parameter known as free mineral acidity is monitored to determine when exhaustion is approaching. Free mineral acidity, or FMA, is present when the water pH is less than 4.3 (the methyl purple or methyl orange end point in the total alkalinity test). By definition, FMA = the sum of the sulfuric, nitrate, phosphoric and hydrochloric acid in the water sample. The FMA of the effluent from a strong acid cation unit, therefore, is proportional to the level of the total exchangeable cations in the raw water.
Monitoring the strength of the acid in the cation effluent by FMA analysis is therefore a good indicator of the performance of the unit. As the rate of cation exchange decreases due to the decrease in available exchange sites in the resin, the amount of acid in the effluent (FMA) decreases. Therefore, decreasing FMA heralds the end of the service cycle in a strong acid cation unit. Cation units are not run to exhaustion because of the need to double regenerate them to get back the total capacity and because high-pressure systems using this water could not tolerate the hardness associated with the end of the run.
In practice, most demineralizer trains are designed to produce the maximum amount of water per desired service cycle. Invariably, the limiting resin volume is that of the anion unit. Strong base resins, even when preceded by a weak base resin, can process less water than a strong acid resin. Frequently, the anion vessel is designed to accommodate the resin volume necessary to treat the desired amount of water and the strong acid cation unit dimensions are duplicated from the anion unit design. This, in effect, insures that when a train breaks, it will break on silica first. In a high-pressure system, silica intrusion is more easily handled than hardness intrusion.
A boiler system can function properly or cease operation as a result of the quality of demineralized water that is used for makeup. Even the best internal treatment programs have their limits. This is why a thorough understanding of the owner's demineralizer system is so important to the water treatment consultant. With excellent feed water, even a mediocre water treatment program can be made to work in a high pressure system. Conversely, even the best chemicals and the most carefully thought-out treatment program can fail miserably when the demineralizer system cannot be counted on to deliver a quality feed water.
Dealkalization
One of the troublesome constituents in water used as a source of makeup for boiler systems is alkalinity. The so-called total alkalinity of a water is the sum of the CO3 and OH+ found in that solution. The CO3 portion of the total alkalinity is especially troublesome. As raw water is processed through a strong cation unit in a demineralizer train, the Ca or Mg normally associated with the CO3 is exchanged for H+ and the cation effluent contains H2CO3. This acid, called carbonic acid, is very unstable. It disassociates into carbon dioxide (CO2) and water very rapidly. For this reason, many strong acid cation units are followed by a mechanical device called a decarbonator. A decarbonator is nothing more than a vessel filled with pall or Raschig rings supported on a grid over a plenum. A fan blows atmospheric air up through the fill and out a vent at the top of the tank or vessel. Carbon dioxide, which breaks out of the strong acid cation effluent stream, exists at the top. The effluent from the decarbonator normally contains 10 ppm CO2.
Decarbonization of the strong acid cation effluent can also be accomplished by passing the acidic solution through a strong base anion resin that has been regenerated with caustic. A more complete discussion of this process follows.
Weak Acid Cation
Certain waters that contain a high percentage of hardness associated with alkalinity can be economically treated by passage through a weak acid cation resin. By definition, the weak acid resin will remove Ca++, Mg++, and Na+ which enters the bicarbonate (HCO3)- form. Because most industrial water sources contain some noncarbonate hardness (CaSO4, etc.), it is necessary to follow the weak acid cation unit with a strong acid cation unit to achieve truly demineralized water.
Weak and strong acid cation resins can be placed in different vessels or they can be placed in two distinct layers in the same vessel. The regeneration efficiency of a weak acid resin is very high compared to that of a strong acid resin. Therefore, it is possible to utilize the regenerant acid stream from the strong acid unit to regenerate the weak acid unit. When weak and strong acid cation resins are loaded into the same vessel, the strong acid resin settles on the bottom of the unit after backwash because of the density difference between the two resins. Because the weak acid resin contains some strong acid sites, after regeneration with sulfuric acid, a 10% brine solution must be passed through the unit. The brine solution exhausts any strong acid sites in the weak acid resin and regenerates the strong acid resin in the sodium form. If this is not done when raw water enters the weak acid resin, noncarbonate hardness exchanges at the strong acid sites. FMA exits the weak acid resin and prevents the exchange of residual noncarbonate hardness in the strong acid resin. Normally, a weak acid resin produces FMA for 40-60% of its service cycle. This combination would not be suitable for higher pressure boiler applications because of the presence of excess sodium in the effluent from the sodium-form strong acid resin.
Regeneration of a weak acid cation resin with sulfuric acid must be carefully monitored to insure that the acid concentration during the regeneration does not exceed 0.7%. Higher concentrations of sulfuric acid can react with the Ca++ in the exchange sites of the exhausted resin and result in the precipitation of calcium sulfate (CaSO4). Calcium sulfate, or gypsum, is insoluble even in the concentrated form of many acids. Often, mechanical removal is the only satisfactory way to rid the resin of this contaminant. From an operational standpoint, it is objectionable because it produces a pressure drop across the unit.
Strong Base Anion
A strong base anion resin removes the anions associated with the weak acids in the effluent from a strong acid cation unit. Specifically, strong base anions remove silica (from H2SiO3) and carbon dioxide from H2CO3 (carbonic acid). In addition, the strong base anion resin removes anions associated with the strong acids in the strong acid cation effluent. Sulfate (from H2SO4), chloride (from HCI), and other anions are removed. The exchangeable anion is OH-, which is picked up by the strong base anion resin during regeneration with caustic (NaOH). The cation in the water passing through unmodified (hydrogen ion is the cation) combines with the OH- liberated during the exchange and leaves the anion unit as molecules of water (H20). Since pure water is nonconductive, the conductivity of the effluent from a strong base anion unit is very low, about 1.9 micromhos. Sodium slippage through the strong acid cation unit combines with the liberated OH- in the anion effluent as NaOH. Because NaOH is more conductive than H20, the sodium slippage through the cation increases as does the conductivity of the anion effluent.
One helpful tip to remember is that if strong acid cation resin ever gets into the anion unit (due to a bad strainer in the cation vessel bottom), it will wind up on the bottom of the anion unit because of its higher density, and will pick up sodium during the anion regeneration cycle. When the anion is put back in the service cycle, sodium will leak from the cation resin into the anion effluent and give a higher than normal anion effluent conductivity. This problem can be verified by having samples of cation effluent and anion effluent analyzed for sodium by atomic absorption. Any significant difference between the sodium levels in and out of the cation resin means that sodium has migrated into the anion vessel. This situation can be very troublesome, because most high-pressure boiler water treatment programs are adversely affected by sodium intrusion.
Strong base anion resins are quoted as having two capacities: salt-splitting capacity and total capacity. The so-called salt-splitting capacity of a strong base anion resin is a measure of its ability to remove silica and carbon dioxide. The total capacity is a combination of the salt-splitting capacity and the resin's capacity to remove SO4-, Cl-, NO3- etc.
Strong base anion resins also absorb organics from the water going through them. Most source waters contain some organic compounds. Surface waters are notorious for their propensity to carry a combination of iron and organic compounds. These compounds pass through the cation unit because the iron is not in the form of free ions. When it reaches the anion, on the other hand, the anion resin absorbs the compound and, by analysis, appears to be fouled with iron. What is really there is the iron/organic complex. This material is not removed during regeneration it occupies exchange sites normally reserved for other anions. The final result is a reduction in the capacity of the anion train.
Anion resins also remove other forms of organics during regeneration. The organics that are removed not only occupy valuable exchange sites but also react with the resin to alter its character. This alteration manifests itself in the transformation of the salt-splitting capacity of the resin to strong acid capacity. As such, the anion resin begins to lose its ability to remove silica and carbon dioxide but shows an increase in its capacity to remove the strong acid anions. The total capacity of the resin does not decrease, but its salt-splitting capacity does. The end result in a system providing water for a high-pressure boiler will be shorter and shorter run lengths, because the silica level in the effluent of the anion unit is the main control parameter.
Microbiological fouling can also occur in the anion unit. Fungi grow nicely in an anion unit. Treatment with a solution of formaldehyde is one method of sterilizing an anion train.
Weak Base Anion
A weak base anion resin does not have the ability to remove weak acid anions (silica and carbon dioxide). It does, however, have a high capacity (kg/ft3) for the anions associated with the strong acids (SO4-, Cl-, NO3-, etc.). The weak base anion resin would be the resin of choice where a decarbonator was in place at the cation effluent and where silica levels in the treated water were not a major consideration.
A demineralizer train that does not incorporate a decarbonator after the cation unit would be a good candidate for an anion bed consisting of a combination of weak and strong base resins. The weak base resin would be loaded on top of the strong base resin during the initial resin installation. During normal operation, the resin bed would be regenerated prior to backwashing. This is necessary to prevent the mixing of the two resins during backwash. In their exhausted state, the density of the resins is very nearly the same. In the regenerated state, their densities are different enough for the resins to separate during backwashing. Consequently, the weak base resin is always on top. This is the preferred position, because it insures that the resin with the greatest capacity for the strong acid anions receives the effluent from the strong acid cation first. Another advantage of this arrangement is that, like the strong base anion resins, the weak base resins also absorb organics; however, the organics absorbed by a weak base resin are removed during standard regeneration. This helps protect the strong base resin from irreversible organic fouling.
Mixed-Bed Polishers
In very high-pressure boiler operations, even trace contaminants are extremely detrimental. Demineralized water requirements are more stringent than can be produced by the two-bed unit. To cope with these specifications, many operations follow the two-bed demineralizer with a mixed-bed polisher. The mixed bed polisher consists of a special vessel into which are loaded both strong base anion and strong acid cation resins. The cation resin anion, being denser, is always on the bottom of the vessel after backwashing. The regenerant piping is designed so that caustic enters the top of the vessel, flows down through and regenerates the strong base anion resin, and exits the side of the vessel near the interface between the anion and cation resins. Similarly, the sulfuric acid enters the side of the vessel near the resin interface and flows downward through the strong acid cation resin, regenerates it, and flows out of the bottom of the vessel to the sewer. Prior to the addition of the caustic, the vessel is filled with water and kept under pressure (blocking flow) to insure that no caustic channels down to the cation resin before it leaves the waste line at the resin interface.
After regeneration, air is admitted to the bottom of the vessel by opening the vent. This is called air mix and serves to commingle the resins in a random fashion. As the anion and cation resins mix, the result is a vessel filled with small two-bed demineralizers. Each cation resin bead and its companion anion resin bead function as a two bed unit. The combinations on the top that receive the water first are successful in removing a great percentage of the contaminants entering the unit. Each pair below remove, in succession, a high percentage of the contaminants in the water passing the adjacent pair of resin beads. Extremely high-quality effluent water is possible with this arrangement. The water generally contains silica and sodium in the parts per billion range.
Condensate Polishers
Another variation of the standard demineralizer system is the condensate polisher. Many high-pressure boiler systems incorporate a vessel loaded with strong acid cation resin or a combination of cation and anion resin to polish the steam condensate coming from turbogenerator surface condensers. Because many of these systems return a high percentage of their steam condensate as boiler feed water makeup, the polishers serve to insure that any contaminants that might enter the condensate (as from the condenser leaks) are removed prior to reuse.
In the past, condensate polishers loaded only with strong acid cation resin were regenerated with salt. Because the sodium emanating from these units during the exchange process is detrimental to the control of high pressure boiler water treatment programs, morpholine or ammonia has been substituted in many cases. Before either of these amines are used for regeneration, the polisher resin must first be put in the hydrogen form by regeneration with sulfuric acid. Next, the polisher is regenerated with the amine, which readily exchanges for the hydrogen. During normal operation, the morpholine or ammonia exchanges for the more objectionable cations (Ca++, Mg++, etc.). Regeneration and operation of a mixed-bed polisher is identical to that of a standard demineralizer polisher. The only drawback to the operation of a mixed-bed polisher is that it removes any neutralizing amine fed to the boiler system and therefore loses considerable capacity even though no other contaminant exists.
Demineralizer Costs and Regeneration
General
Most larger demineralizer systems have been automated to some degree. Automatic step times and sequencing switches move the units through their regeneration steps. Some operators require that manual actuation of each step in the regeneration procedure be made. This precludes the possibility that a malfunction in the step control automation might send spent regenerant to the treated header instead of the waste system.
Initial installation costs for a demineralizer system are quite high. During normal operation (discounting operator labor costs), resin replacement and regenerants account for most of the system's expense. Resins are very expensive, with the anion resins being the most costly. Replacing an anion resin charge (strong base resin) in a vessel containing 300 ft3 of resin can run as high as $40,000 for the resin alone. A rule-of-thumb estimate of 3% per year is generally used to estimate normal resin loss due to bead breakage, backwash losses, etc.
In most cases, 66° Be sulfuric acid and 50% rayon grade caustic are used for regeneration. Sulfuric acid sells for about $ 50 per ton and rayon grade caustic sells for about $120 per ton (1986 dollars). The amount of acid and caustic used per regeneration varies as a function of the desired exchange capacity and the volume of resin to be regenerated. Typical regeneration levels for cation units are 5-8 pounds of 66° Be sulfuric acid per cubic foot of resin. Regeneration levels for strong base anion resins are 4-6 pounds of caustic per cubic foot of resin.
When discussing a demineralizer train, the manufacturers generally size the units of the train so that the service cycle, based on an average makeup water analysis, will be about 24 hours. In some cases, a duplicate train is supplied to allow a rotational sequence to be set up (i.e., one train in service and the other being prepared for return to service). In other cases, a demineralized water holding tank is used to store water for use during service cycles. Depending on the size of the demineralizer train, a complete regeneration could take several hours to complete, from the initiation of backwash to rinsing the unit down, to specifications prior to standby.
Service Cycle
Strong Acid Cation
As discussed previously, during the normal service cycle on a strong acid cation unit, the effluent water from the unit contains free mineral acidity (FMA) in proportion to the cations in the raw water. The effluent pH is normally in the 2.0-3.0 range. As the resin moves toward exhaustion, the effluent pH begins to increase (FMA begins to decrease). The "breakthrough" of sodium will occur first, because it is the least preferred cation. The sodium break will precede the breakthrough of the cations associated with hardness (Ca++, Mg++). From the boiler operator's standpoint, this is very fortunate, because the sodium compounds that leak through (Na2SO4 NaCl, etc.) are highly soluble and are not a major contributor to scale formation. The breakthrough of sodium is objectionable from the standpoint of its impact on the control of the high pressure boiler water treatment program (it produces high pH in the boiler water).
As mentioned earlier, most demineralizer systems are anion-limited as far as service cycle length is concerned. In other words, the anion unit is likely to break on silica long before the cation unit breaks on sodium or hardness. Because of this, many operators pay little attention to cation FMA or pH unless serious operational problems develop. Most of their time is spent worrying about the silica leakage from the anion.
The service run on the strong acid cation is terminated when the anion unit reaches the end of its run. Both units are taken off line together and prepared for regeneration. The cation unit is always regenerated first, because a source of cation free water is required for backwashing the anion unit. If a water source containing any magnesium is used for backwashing an anion, the Mg++ can react with unused OH- in the anion and the precipitation of Mg(OH)2 will occur. Equallv troublesome is the potential for the precipitation of MgSiO3, a very sticky, tenacious deposit.
Backwash
Backwashing of the strong acid cation is initiated by reversing the flow of raw water and directing it to the outlet from the unit. A block valve downstream of the backwash line is first closed to prevent raw water from entering the anion unit. Backwashing fluffs up the cation resin bed and aids in releasing any debris that has collected in the bed during the service cycle. Ideally, backwashing should expand the resin bed by 50%. Backwash flow rates are generally held at 5-6 gpm/ft2 of vessel cross-sectional area. Backwashing is normally continued for 5-10 minutes, or until the backwash water becomes clear.
Acid Injection
Once backwashing is completed, diluted sulfuric acid is pumped into the cation vessel through the regenerant distributor. Initially, an acid concentration of 2% or less is started into the unit. This precludes the possibility of precipitating CaSO4 in the resin bed. After a prescribed period of time, the acid concentration is increased to 6% for the balance of the regeneration. Acid flow rates during regeneration are normally 0.5-1.0 gpm/ft3 of resin. Acid requirements for regeneration of strong acid cation resins are generally in the 5-8 lb/ft3 range.
The determination of the expected capacity of any strong acid cation resin is a fairly complex procedure. Because each resin type exchanges the various cations found in raw water at different rates, depending upon the cation and its affinity, a careful evaluation of the raw water chemistry must be made and the manufacturer's reference data consulted to arrive at a capacity figure. Resin exchange capacity is also a function of regeneration level. A complete dissertation on the subject of establishing a particular resin's capacity to demineralize a particular water is beyond the scope of this book.
Slow Rinse
Strong Acid Cation. The slow rinse of a strong acid cation unit is an extension of the regeneration acid injection step, with the acid feed stopped and only dilution water going to the unit. Slow rinsing insures that all of the acid is evenly distributed through the resin and all of the exchanged cations are purged from the resin bed.
Slow rinsing is conducted at a flow rate of 0.5-1.0 gpm/ft3 of resin for not less than 15 minutes. As in the acid injection step, the effluent from the cation unit during slow rinse is directed to the sewer.
Fast Rinse
Strong Acid Cation. Once the slow rinse step is completed, the rinse water flow rate is increased to 1.5-3.0 gpM/ft3 of resin for 30-60 minutes. Fast rinsing completely resettles the resin and insures that all spent regenerant and exchanged cations are swept from the vessel to the sewer. Fast rinsing is generally continued until the FMA exiting the unit is 10-20% of that experienced during the last service cycle.
Return to Service or Standby
Strong Acid Cation. Once the strong acid cation is rinsed down to the desired effluent water characteristics, it is isolated from the system on standby or placed back in service as required. The regenerated cation unit may be used to supply backwash water for its companion anion unit.
Service Cycle
Strong Base Anion. Service flow rate through strong base anion resins typically runs at 2-14 gpm/ft2 of resin bed cross-sectional area. The conductivity and silica level in the treated water are the parameters normally used to monitor the performance of these units. Many industrial demineralizer systems are supplied with automatic silica analyzers and on-line conductivity analyzers with alarms and adjustable setpoints.
Strong base anion resins are generally taken out of service for regeneration when the silica level in the treated water exceeds 0.1 ppm and/or the conductivity exceeds 10 micromhos. Most strong base anion units are designed to provide specification water for a period of about 24 hours.
Resin degradation due to organic fouling and resin loss due to attrition are the two main reasons why anion train service cycles tend to decrease with time. Most resin manufacturers quote a useful life of about 3 years for a load of strong base resin. It is not unusual to see a strong base resin lose up to 30% of its salt-splitting capacity in the first of year operation. Other factors (inlet water characteristics, channelling, improper regeneration, etc.) can affect the service run length of any strong base resin. All of these factors must be taken into consideration when the production capacity of a strong base anion unit falls below its specified capacity.
As discussed under the section on strong acid cation unit operation, the actual ion exchange capacity of a strong base anion resin depends on a number of factors. Some of these include regeneration level (lb/ft3 of resin), caustic quality, regeneration temperature, the type and quantity of exchangeable anions, etc. Again, a complete description of the process by which strong base anion resin capacity is determined is beyond the scope of this book.
Backwash
Strong Base Anion. There is one phenomenon that occurs at the end-of-run on a strong base anion unit that helps the operator determine the proper time to get the unit off-line for regeneration. This phenomenon is associated with the conductivity of the effluent water and is used to catch a unit before it breaks on silica. Just prior to silica breakthrough, the conductivity of the effluent water from the anion units takes a noticeable drop: a short time later, it increases sharply, indicating breakthrough. This decrease in conductivity is clearly evident on a plot of the readings taken from the conductivity probe in the bottom of the anion vessel. During the normal service cycle, sodium that leaks from the cation unit combines with OH- from the anion unit to produce NaOH, which is conductive. As silica first starts to break through, the silica combines with the sodium leakage from the cation to produce sodium silicate, which is less conductive than the NaOH it replaces. Therefore, a dip in the effluent conductivity occurs.
Once the anion unit is taken out of service, it is made ready for the regeneration procedures. First, the block valves are manipulated to isolate the unit from the treated water system. Water from the companion cation unit is directed up from the bottom of the unit at rate of 2-3 gpm/ft2 of vessel surface area. Backwashing is continued for 5-10 minutes with the effluent going to the sewer. A bed expansion of 50% is desired.
Regeneration
Strong Base Anion. The strong base anion unit is regenerated with a 4% solution of rayon grade caustic and cation free water. Caustic (50%) is pumped from the storage area and mixed with dilution water of the required quality. The 4% caustic solution passes through a heater (steam or electric) and on to the regenerant distribution system in the anion vessel. The effluent from the caustic heater is controlled at 120° F (48.89° C). The elution of the exchanged silica from the strong base resin is greatly enhanced by the hot caustic. If the available time and heater capacity exist, it is advisable to preheat the anion bed to the desired caustic temperature before caustic injection is started. This insures that the resin bed operates at 120° F (48.89° C) during the full regeneration cycle. If hot caustic is not used for the regeneration of the strong base resin, silica removal can be incomplete. This leads to reduced capacity on the next service cycle. Silica remaining in the resin can also polymerize and permanently foul the resin.
Commonly, regeneration levels of 4-6 lbs/ft3 of resin are used for anion units. The warm caustic is introduced to the unit at a rate of 0.25-1.0 gpm/ft3 of resin volume for 30-80 minutes.
Slow Rinse
Strong Base Anion. Once the full charge of caustic has been injected, the caustic pump is turned off and a slow rinse with dilution water only is started at the same flow rate as that used for caustic injection. Slow rinsing is conducted for a minimum of 1 5 minutes. Slow rinsing moves the regenerant solution through the resin in "plug" flow fashion and helps remove some of the exchanged anions.
Fast Rinse
Strong Base Anion. Once the slow rinse cycle is completed, the rinse rate is increased to 1.0-2.0 gpm/ft3 of resin for 1-2 hours to scour all of the regenerant and exchanged anions from the resin. The end of the fast rinse step is generally determined to be the point at which the effluent conductivity reaches 10 micromhos.
If the anion unit is placed on standby for a significant period of time, it should receive a short fast rinse prior to being put back in service. This insures that any silica or other anions that have eluted from the resin back into the stored water are swept to the sewer and not the treated water storage system.
Return to Service or Standby
Strong Base Anion. Based on need, the anion unit is either returned to service or placed on standby until
needed.
Other Anion Resin Types
The regeneration procedures enumerated above apply generally to other anion resin types. The one notable exception is the so-called stratobed anion unit, which has a combination of weak and strong base resins. With this type of unit, regeneration precedes backwashing to insure that the resins don't mix during backwashing.
Troubleshooting Tips for the Demineralizer
Strong Acid Cation
A. Problem: High Sodium Leakage (low FMA).
-
Check service flow rate... poor flow distribution may result from high or low flow rates.
-
Has the unit been returned to service from standby? A short rinse before service can help.
-
Is the regeneration level satisfactory for the raw water characteristics? Refer to resin data; increase acid by 30% at next regeneration.
-
Is unit regenerated or backwashed at least once every 24 hours? Extended service runs can result in channelling of flow.
-
Was the unit run to complete exhaustion during the last service cycle? It should receive a double regeneration before the next service cycle to achieve maximum capacity.
-
Is a valve leaking? Leaking block valves can introduce a small amount of raw water into the treated water.
-
Are the acid concentrations satisfactory? High acid concentrations during initial phases of regeneration can result in CaSO4 precipitation in the resin bed. Low acid concentrations result in incomplete removal of sodium ions from the bottom of the resin bed and sodium leaking during the following service.
-
Are the regeneration flow rates and times satisfactory? Check the manufacturer s recommendations. Excessive backwash flow rates may result in resin loss while low backwash flow rates may lead to channelling during subsequent steps. Low flow rates during acid injection may result in CaSO4 precipitation. High acid flow rates lead to poor regeneration due to insufficient contact time.
B. Problem: High Free Mineral Acidity
-
Is the rinse of adequate flow and duration? If the previous rinse was inadequate, the high FMA (higher than during previous service cycle) is due to the incomplete removal of spent acid from the resin after the regeneration. Additional rinsing will bring it down.
-
Does the effluent contain hardness? Adjust sample pH to 4.3-10.0 with 1N NaOH prior to running hardness. If calcium is present, the precipitation of CaSO4 should be suspected. Check acid concentrations during regeneration and flow rates used.
-
Are the acid regenerant valves leaking acid into the unit during the run? If the FMA from the unit in service increases only when a parallel unit is being regenerated, there is a good chance that a valve is not holding the pressure of the acid line and acid is entering the operating unit.
C. Problem: Low Capacity
-
Has the raw water cation loading increased? Check the raw water total cation loading against the manufacturer's design loading. To determine the total raw water cation loading, add the sodium content to the total hardness. A good estimate can be made in the field by adding the M alkalinity of the raw water to the FMA at the cation effluent.
-
Is the service flow rate satisfactory? Poor flow distribution may result from either high or low flow rates. Channelling will cause only a small area of the resin bed to receive a large portion of the raw water.
-
Is the unit regenerated or backwashed at least every 24 hours? Extended service runs can lead to channelling of the flow.
-
Was the unit overrun during the previous service cycle? A unit run to exnaustion must be regenerated twice before full capacity will be restored.
-
Are the acid concentrations satisfactory? Insufficient acid feed to the unit during regeneration will lead to lower than expected capacity. Check the actual acid fed against the manufacturer's recommendations.
-
Are the regeneration flow rates and times satisfactory? Excessive flow rates during regeneration will reduce the acid/resin contact time required for good regeneration and reduced capacity will result.
D. Inspect the unit
When all of the troubleshooting tips are checked out and the problem is not resolved, a physical examination of the vessel interior will often reveal a mechanical problem. Check the raw water inlet distributor for missing spray heads, the regenerant distributor for damaged or missing parts, the surface of the resin for unevenness or signs of resin degradation, etc.
Strong Base Anion
A. Problem: High Effluent Conductivity
-
What is the cation sodium leakage? High cation sodium leakage is indicated by a low FMA at the cation outlet. Each ppm of sodium leakage from the cation adds about 10 micromhos of conductivity to the effluent of the strong base anion unit. The effluent pH from the strong base anion will also be high (over 8.0). If high sodium leakage is the problem, refer to the troubleshooting tips for the strong acid cation unit for a resolution.
-
Was the anion unit rinsed sufficiently at the end of the last regeneration? Good anion rinse usually requires 100-150 gallons of rinse water per cubic foot of resin in the unit. Check rinse flow rates and times to confirm.
-
Is a block valve leaking? Check water samples upstream and downstream of any suspect valve.
-
Was Mg(OH)2 or CaCO3 precipitated on the resin during the last regeneration? Cation treated water should be used for backwashing the anion resin and in the preparation of caustic regenerant solutions. The use of raw water for either will result in precipitation of Mg(OH)2 and CaCO3 in the resin bed. Elution of these compounds during the service cycle can produce high effluent conductivities.
B. Problem: High Silica Leakage
-
Is the service flow rate satisfactory? High or low service flow rates may produce channelling.
-
Is the regeneration level satisfactory for the raw water characteristics? Refer to the resin manufacturer's strong base anion resin leakage curves. Increase the caustic used for regeneration by 30% to see if the silica leakage decreases during the following service cycle.
-
Is the unit regenerated or backwashed at least every 24 hours? Extended service runs can result in channelling of the flow.
-
Was the unit overrun during the last service cycle? If the unit ran to exhaustion during the last run (the unit broke on conductivity as opposed to silica), a double regeneration will be required to restore full operating capacity.
-
Is the caustic concentration and temperature satisfactory? In order to insure good regeneration (silica removal), the caustic must be fed at a concentration of 4% and a temperature of 120° F (48.89° C),
-
Are the regeneration flow rates and times satisfactory? Variations from the recommended procedures will lead to unsatisfactory operation.
C. Problem: Low Capacity
-
Has the raw water changed with respect to the design water analysis? Have a thorough analysis made of the raw water and check the total exchangeable anion content against that used for the unit design.
-
Determine whether the cation or anion is exhausting first. If the cation unit exhausts first, the conductivity and pH of the anion effluent water will increase. If the anion unit is exhausting first, the conductivity of the anion effluent water will rise and the pH will drop.
D. Inspect the unit
-
If all operating variables check out, an inspection of the strong base anion unit internals is recommended.
-
The anion resin should be analyzed periodically to determine if it has become fouled or degraded. Total and salt-splitting capacities should be determined.
Useful Data
Water analyses express the levels of the various ions in solution both as the ion (as in analysis by atomic absorption) and as an equivalent amount of calcium carbonate (CaCO3). The convention chosen by resin manufacturers for expressing exchange capacity of the various ion exchange resins is kilograins/cubic foot. The kilograms are assumed to be the calcium carbonate equivalent. Therefore, before any calculations can be made to determine, for instance, the operating capacity of an ion exchange unit, all analyses must first be converted to the CaCO3 equivalent.
TABLE 10.1
Ion Exchange Conversion Factors
Ion Factor Used to Convert CaCO3 Equivalent
Calcium, Ca++ 2.5
Magnesium, Mg++ 4.1
Sodium, Na+ 2.18
Sulfate, SO4-- 1.04
Chloride, Cl- 1.41
Nitrate, NO3- 0.81
Bicarbonate, HCO3- 0.82
Carbonate, CO3-- 0.84
Carbon dioxide, C02 1.14
Silica, SiO2 0.83
Grains per gallon x 17.1 = parts per million (ppm)
Pounds per 1 000 gallons x 120 = parts per million (ppm)
TABLE 10.2
Treated Water Characteristics
For Various Ion Exchange Systems
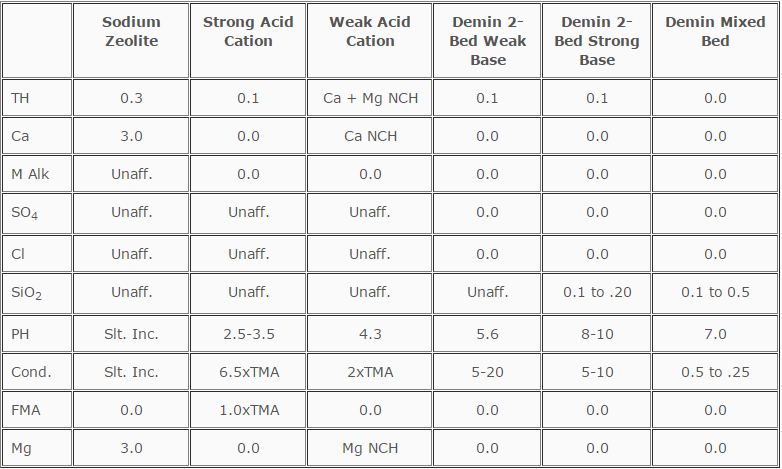
TMA = Total Mineral Acidity NCH = Noncarbonate Hardness
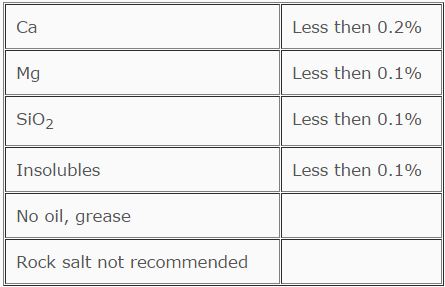
TABLE 10.3
Regenerant Specifications and Solution Data
Salt Specifications
Salt Solution Data
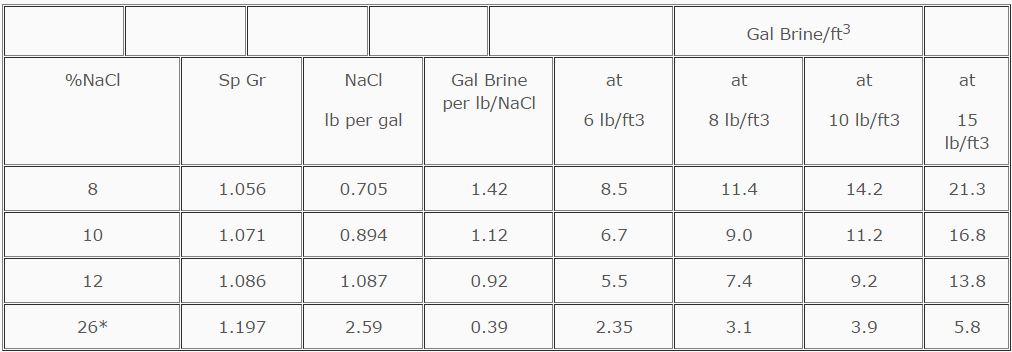
*Saturated brine solution
TABLE 10.4
Sulphuric Acid Specifications and Solution Data
Sulphuric Acid Specifications
Technical Grade 66° Be acid, free of suspended matter and light in color, should be used. The sulphuric acid should mix completely with water without the formation of any precipitate. Acid with inhibitors should not be used.
Grade Technical
Color Water-white to light brown
Concentration 66° Be
Iron 50 ppm maximum
Nitrogen compounds 20 ppm maximum
Arsenic 0.1 ppm maximum
Organic contaminants 0.01% maximum
H2SO4 Solution Data
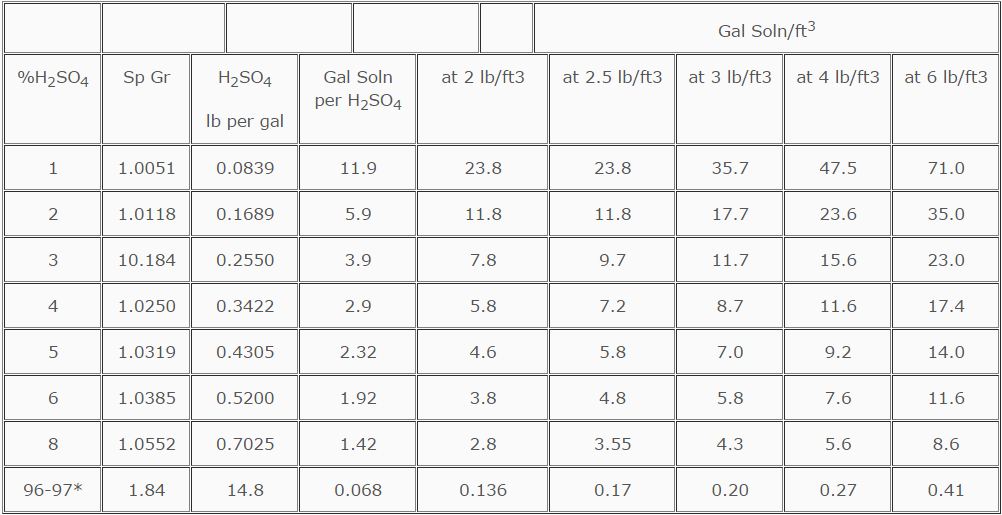
*66° Be
TABLE 10.5
Hydrochloric Acid Specifications and Solution Data
Hydrochloric Acid Specifications
Grade Technical
Color White to light yellow
Concentration Minimum 30% HCl
Sulphuric Acid as SO3 0.4% maximum
Fe 0.1% maximum
Organic Contaminants 0.01% maximum
Note: Acid should be free of turbidity and contain no inhibitors. Do not use hydrochloric acid obtained as a by-product of chlorinated organic chemicals. Hydrochloric acid obtained by the salt acid or hydrogen chloride process is satisfactory.
HCl Solution Data
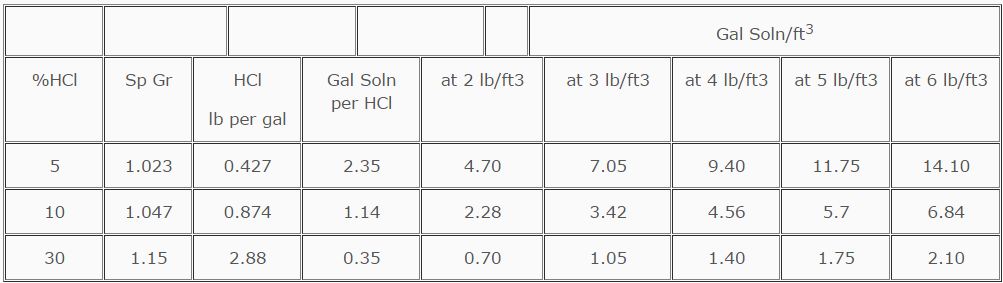
TABLE 10.6
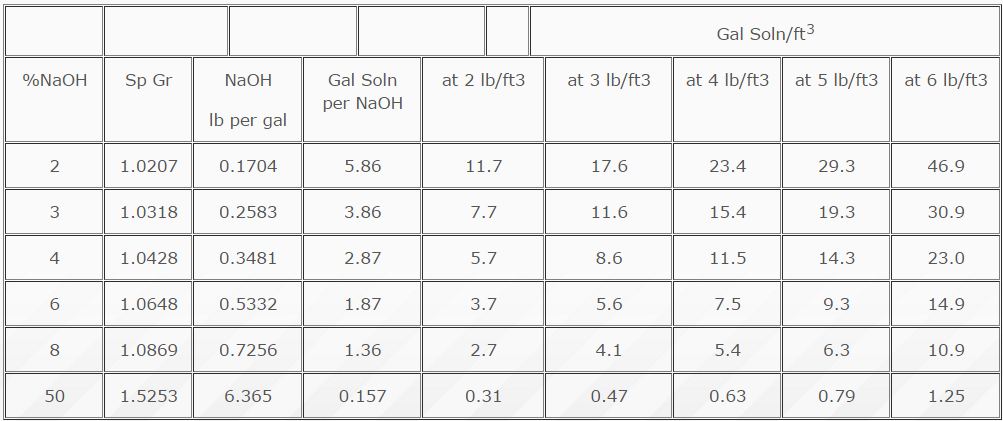
Caustic Specifications and Solution Data
Caustic Soda (NaOH) Specifications (Rayon Grade)
NaOH 98.25%
Na2O3 0.76%
NaCl 0.37%
NaClO3 Less than 2 ppm
Fe2O3 5 ppm
SiO2 10 ppm
Al2O3 10 ppm
CaO 27 ppm
MgO 38 ppm
Cu 0.2 ppm
Mn 0.5 ppm
Pl 0.5 ppm
Ni 0.9 ppm
Na2SO4 2000 ppm
As 0.01 ppm
Caustic Soda Solution Data